- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Produkter





Automatisk bokslukkingsmaskin
Som den profesjonelle produsenten vil vi gjerne gi deg S2928 Max Automatic Box Closing Machine. Den lineære mekanismen til kasseforseglingen styres av presisjons lineære føringer, noe som sikrer høy pålitelighet og holdbarhet;
Send forespørsel
produktbeskrivelse
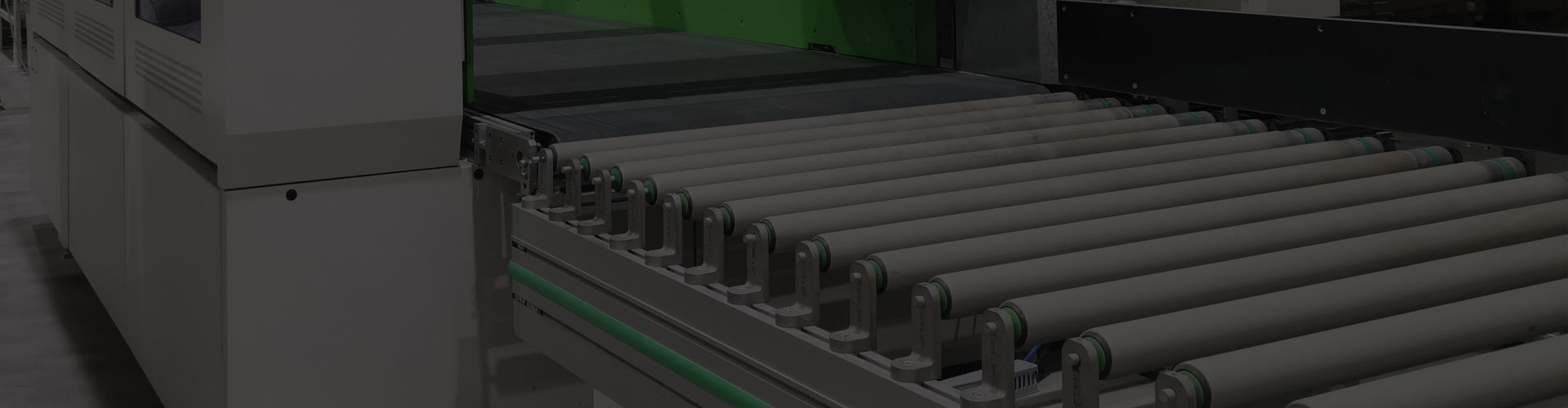
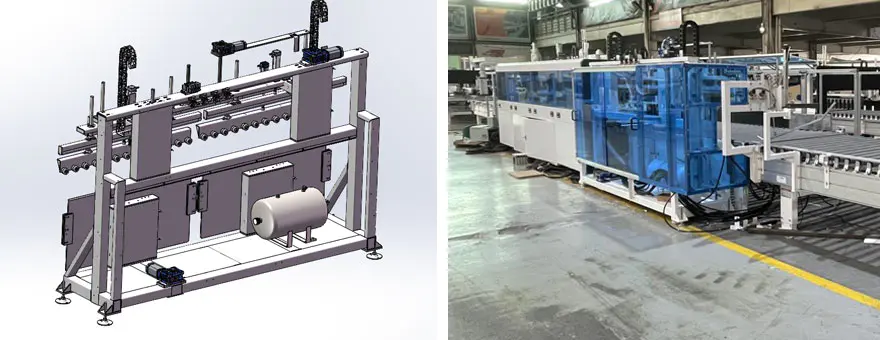
Maskinbilde
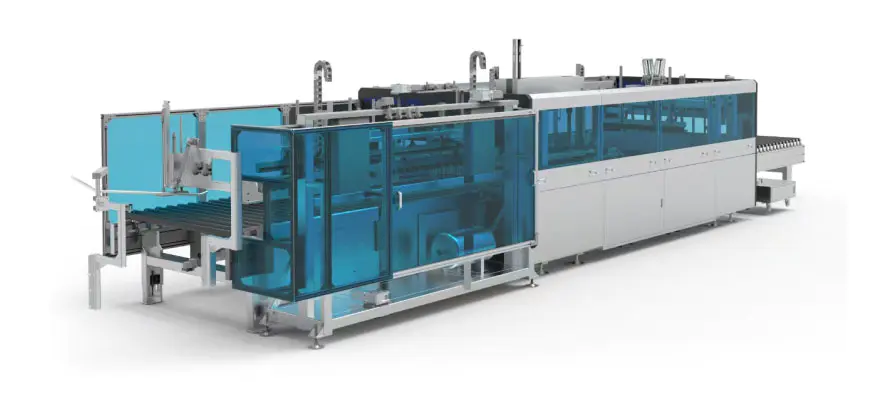
Maskinspesifikasjoner
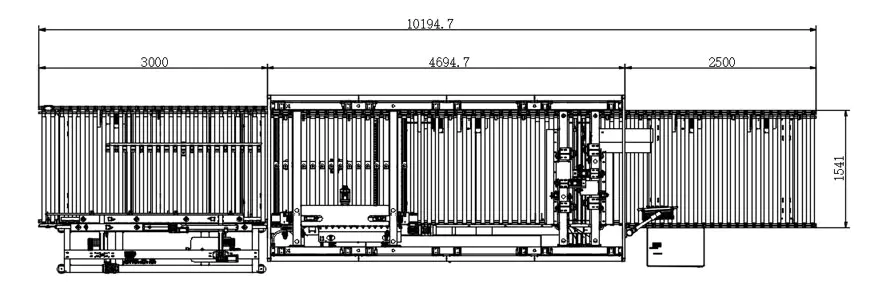
| Dimensjoner L*B*H(mm) | Maskinens egenvekt (kg) | Strømforsyning (kW) | Transportere last (kg) | Arbeidshøyde(mm) |
| 10200*2200*2260 | Rundt 3200 kg | 10.9 | 50 | 800±50 |
Behandlingsparametere
| Kartongbehandlingslengde (mm) | Kartongbehandlingsbredde(mm) | Kartongbehandlingshøyde(mm) | Forseglingseffektivitet (sykluser/min) | Tykkelse på bølgepapp (mm) |
| 300-2900 | 200-1200 | (Trepaneltykkelse 18) 20-280 | 4-8 | 2,5-6 |
Produktfunksjoner
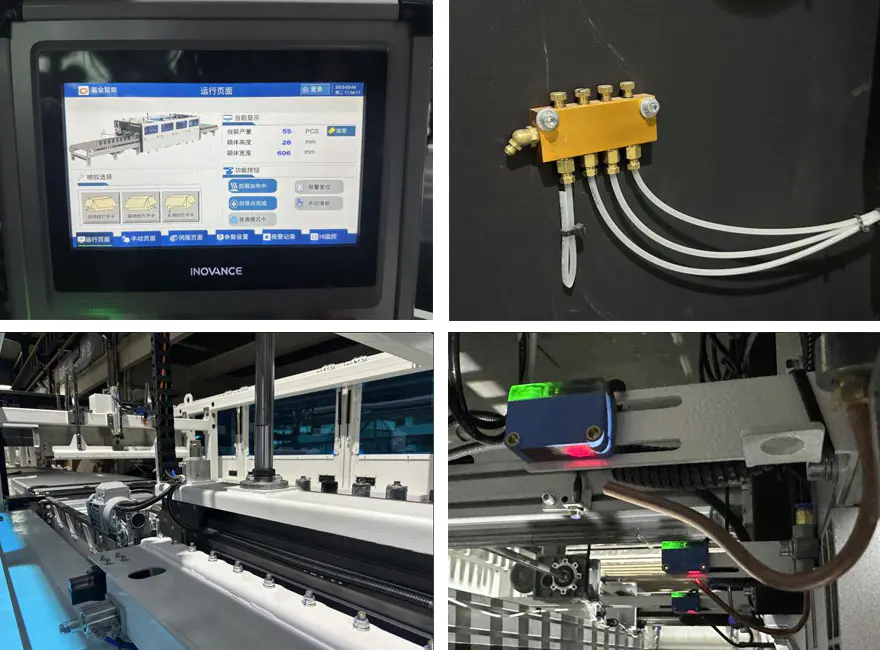
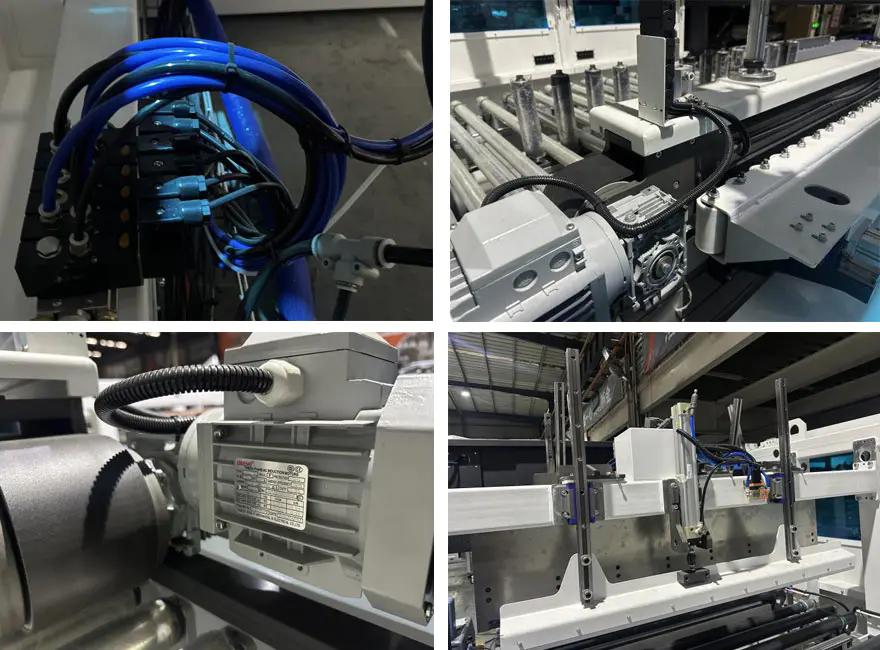
1.Kjernekomponenter: Eva hurtigtørkende smeltelimmaskin; servo motor; planetarisk redusering; laser avstandsmåler; synkron belte; pute blokk peiling; variabel frekvens motor; ormen utstyr redusering;
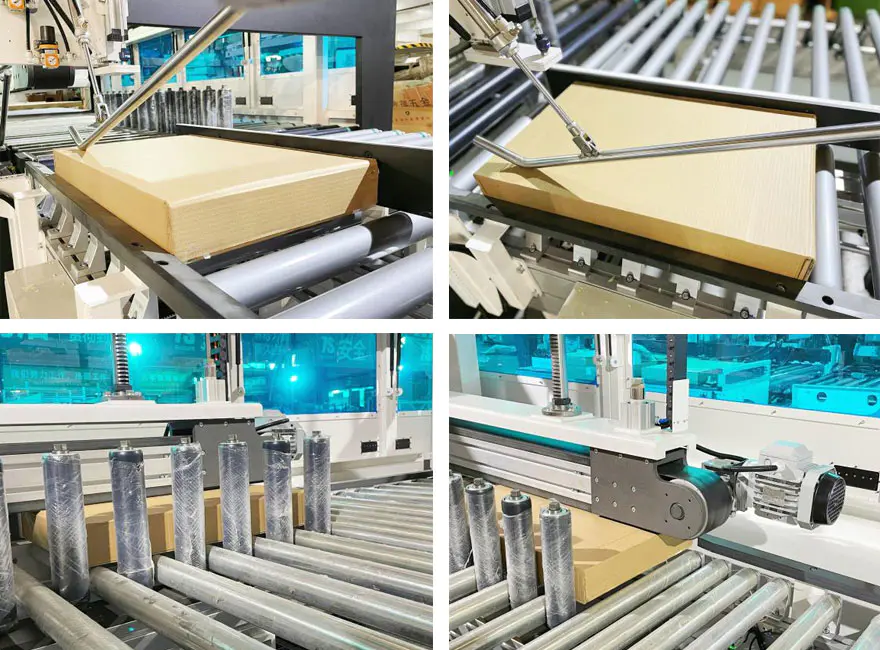
2. Transportrullene bruker importerte PVC-gummihylser, som er både fleksible og holdbare;
3. Den lineære mekanismen til kasseforseglingen styres av presisjons lineære guider, noe som sikrer høy pålitelighet og holdbarhet;
4. Kraften til klemmene og limpistolene leveres av høypresisjons servomotorer, som er enkle å kontrollere og forbedre presisjonen til utstyret;
5. Maskinen kan brukes som en frittstående enhet eller integrert med en tilpasset hjemmepakkelinje, og tilbyr allsidige og fleksible bruksalternativer.
Funksjon
1.Bruk
A. Denne automatiske bokslukkingsmaskinen brukes til å forsegle eksklusive møbelemballasjebokser.
B. Dette utstyret brukes til å forsegle kartonger av modellene M/A-0410 og M/A-0419.
C. Bunnen av kartongen limes først, deretter gjenstandene som skal pakkes og polstringsmaterialene plasseres på innsiden, etterfulgt av maskinforsegling.
2. Generelt arbeidsprinsipp
Hele utstyret er delt inn i fem seksjoner: målemaskinseksjonen, fôringsbuffermaskinseksjonen, tunnelforseglerseksjonen, overgangsmaskinseksjonen og pusherforseglerseksjonen.
A. Under drift kommer de pakkede kartongene, med varene fylt på innsiden, inn fra målemaskinseksjonen langs referansekanten. Breddesensoren ved inngangen måler grovt sett bredden på kartongen. Når kartongen når enden av målemaskinseksjonen, stoppes den av en ledeplate. Den aktive klemanordningen måler deretter nøyaktig bredden på kartongen, og høytrykksplateanordningen måler nøyaktig høyden på kartongen. Etter det beveger kartongen seg fra målemaskinseksjonen gjennom matebuffermaskinseksjonen til inngangen til tunnelforseglingsseksjonen.
B. Når kartongen kommer inn i tunnelforseglingsdelen, påfører limpistolen ved inngangen smeltelim langs kartongens lengde. Den passerer deretter gjennom tetningskanalen, som består av en sammenleggbar stangenhet, pressemekanisme, sidebeltemekanisme og motvektsbeltemekanisme – og fullfører forseglingen av langsiden.
C. Kartongen, med sin langside forseglet, beveger seg inn i overgangsmaskinseksjonen og stoppes av frontplateanordningen ved inngangen til skyverforseglingsseksjonen. Den første kortsiden limes deretter og forsegles av sprøyteanordningen, fremre presseplateanordning og frontforseglingsplateanordning. Etter at den første kortsiden er forseglet, går kartongen inn i skyverforseglingsdelen og beveger seg bakover, hvor den stoppes av den bakre ledeplaten. Den andre kortsiden limes deretter og forsegles av sprøyteanordningen, bakre presseplateanordning og bakre tetningsplateanordning. På dette tidspunktet er hele forseglingsprosessen til kartongen fullført, og den ruller ut fra pusher-forseglingsdelen.
D. Denne kartongforseglingsmetoden, som gjenkjenner bredden på boksen, kan effektivt forsegle kartonger av forskjellige størrelser under matingsprosessen uten å måtte angi dimensjonene til boksene.
E.For batchforsegling av kartonger med samme dimensjoner kan utstyret bytte til batchmodus. Etter å ha målt bredden på den første kartongen og brukt denne verdien på hele serien, justerer tunnelforseglingsdelen kanalstørrelsen og opprettholder den uendret, og forbedrer dermed forseglingseffektiviteten. Maksimal hastighet kan nå opptil 8 pakker per minutt.
Funksjonell struktur
| Ingen. | Punkt | Trekk |
| 1 | Frontseksjonsmater | Oppnå matefunksjonen til pakker, raskt, nøyaktig og effektivt leverer pakker til de angitte posisjonene. Hovedbjelken er laget av karbonstål og belagt med plast. For å sikre at pakkene er nøyaktig innrettet, brukes en fast styrings- og justeringsmekanisme for å lede pakkene på plass |
| 2 | Høydemåler | Pressblokker av aluminium brukes til å måle høyden på pakkene gjennom elektroniske vektsensorer og pneumatiske sylindre, og dataene sendes deretter tilbake |
| 3 | Dekke | Forbedrer den estetiske appellen til utstyret, samtidig som den gir en viss grad av beskyttelse, den generelle strukturen er primært laget av bøyde karbonstålplater belagt med plast. Den er ytterligere forbedret med spesialiserte aluminiumsprofiler og kongeblå akrylpaneler. |
| 4 | Rack | Maskinrammen er fremstilt ved sveising av rektangulære rør og stålplater, etterfulgt av presisjonsbearbeiding. Dette sikrer høy monteringsnøyaktighet og driftspresisjon, garanterer lang levetid og god stabilitet på utstyret |
| 5 | Kjertel enhet | Holder effektivt nede toppdekselet på kartongen, og forbereder den påfølgende forseglingsprosessen. |
| 6 | Foran og Bakre bafler | Oppnår pakkeposisjonering. Lineære lagre, i forbindelse med forkrommede aksler, gir lineær føring. Flertrinns pneumatiske sylindre styres separat og oppnår i kombinasjon med limesystemet to-trinns høydejustering. Dette sikrer både kvaliteten på limeprosessen og holder pakken effektivt i en bestemt posisjon for nøyaktig posisjonering. |
| 7 | Breddemåleenhet | Det horisontale kraftsystemet bruker høypresisjonsmotorer i forbindelse med reduksjonsgir for å sikre stabiliteten til transmisjonssystemet. Det er primært ansvarlig for å folde ned toppklaffene på kartongen for å fullføre forseglingshandlingen. Mekanismen bruker lineære føringer for å dirigere lineær bevegelse, med kraft levert av pneumatiske sylindre og flere hastighetskontrollventiler som regulerer luftkretsen for å oppnå rask og stabil drift. |
| 8 | Dobbel sylinder skyveplate mekaniske deler | Det er primært ansvarlig for å folde ned toppklaffene på kartongen for å fullføre forseglingshandlingen. Mekanismen bruker lineære føringer for å dirigere lineær bevegelse, drevet av pneumatiske sylindre og regulert av flere hastighetsreguleringsventiler i luftkretsen for å oppnå rask og stabil drift. |
| 9 | Kjertelmekanisme | Den er hovedsakelig ansvarlig for å sikre toppdekselet på kartongen for å forhindre at pakken beveger seg. Mekanismen bruker lineære føringer for å dirigere lineær bevegelse, og den eksentriske utformingen av den pneumatiske sylinderen gir bedre stabilisering av pakken. |
| 10 | Kortsidet limsprøyting systemet | Styreskinnen er ansvarlig for lineær føring av hele mekanismen frem og tilbake. En høypresisjons servomotor gir en stabil strømkilde, og bruken av et kjent innenlandsk merkevare av planetreduksjon sikrer videre pålitelig langsiktig kraftutgang. Den lineære føringen er installert i en omvendt posisjon for å forhindre at den sprayes med lim, noe som sikrer ren og stabil føring. |
| 11 | Bakutkastmaskin | For å oppnå funksjonen til pakkeutlading, brukes et to-trinns strømsystem for å raskt, nøyaktig og effektivt levere pakken. Hovedbjelken er laget av karbonstål og belagt med plast. |
| 12 | Limmaskinsystem | Eva hurtigtørkende smeltelimmaskin kan oppnå både kontinuerlig og intermitterende limsprøyting. Den er fullt funksjonell, enkel å sette opp og praktisk å betjene. |
| 13 | Nedpressende mekanisme | Servomotoren driver reduksjonen for å rotere heisen, og oppnå presis vertikal posisjonering. Pneumatiske sylindre brukes til å redusere vekten og komprimere pakken, noe som sikrer stabil og jevn bevegelse fremover. |
| 14 | Lateral pressgruppe | De pneumatiske sylindrene og lineære føringene beveger seg inn og ut for å posisjonere og presse pappen. Teflonmaterialet hindrer lim i å feste seg, og sikrer bedre komprimering av pappen. |
| 15 | Sidestøtteenhet | Servomotoren driver reduksjonen for å rotere girene, med lineære føringer som gir overføringen, og oppnår presis sideposisjonering. Sideinnrettingsseksjonen bruker teflonvalser for å sikre jevn hastighet. |
| 16 | Midtseksjon tetningsdel | Midtseksjonsrulleoverføringen bruker et to-trinns kraftsystem, som forbedrer effektiviteten av pakkemating og reduserer avstanden til venteposisjoner. |
| 17 | Mating pre-folding struktur | Feed pre-folding struktur med løftende fast støtte, ved hjelp av servomotordrevet reduksjonsdrivskrue presisjonskontrollløft; øvre deksel og nedre trykk ved hjelp av servomotordrevet reduksjonsdrevskrue presisjonskontroll løfteposisjon for å nå kartonghøydeposisjonen; foldekantvalse ved hjelp av servomotordrevet reduksjonsdrift skruekontroll løftesylinderkontroll foldekantvalse lavere trykk for å oppnå papirhud langkant papirhud for forhåndsfoldingskant, slik at forseglingsboksen blir jevnere; |
Tre-visnings tegninger
Skjematisk diagram over produksjonsprosessmodus
Detaljerte bilder



Forhåndsfoldbar struktur
Liste over deler og forbruksvarer som kan bæres
| Ingen. | Punkt | Spesifikasjoner | Foreslått antall | U8 nummer |
| 1 | PTEE rulle | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | M16 tapp med to ender | BZ-FXJ-G-015 | 2 |
|
| 3 | Teflon trykkhjul |
|
4 |
|
| 4 | Pressbelte (type med dobbel veiledning) | 95-L3990 (Tykkelse 3) | 1 |
|
| 5 | Sidejusteringsbelte (trippel-guide type) | 195-L3742 (Tykkelse 3) | 1 |
|
| 6 | Strip elastisk belte | 392*20*1,5 | 15 |
|
| 7 | Trykkreduksjonsventil | GR20008F1 | 1 |
|
| 8 | Innløpsgassventil | PSL8-02A | 1 |
|
| 9 | Flyteledd | F-M16X125F | 4 |
|
| 10 | Sylinder | SAI 50X350S | 1 |
|
| 11 | Sylinder | SAI50x300S | 1 |
|
| 12 | Skyveknapp | HGW30CC | 1 |
|
| 13 | Lineær lagerfeste | LHBBW20 | 1 |
|
| 14 | Stålkjerne skjøtet synkronbelte | S8M-3984-25(Åpen) | 1 |
|
| 15 | Skyveknapp | HGH25CA | 1 |
|
| 16 | Sømløst synkronbelte med stålkjerne | 30-S8M-800 | 1 |
|
| 17 | Sømløst synkronbelte med stålkjerne | 30-S8M-872 | 1 |
|
| 18 | Magnetisk bryter | HX-31R-2M | 2 |
|
| 19 | Magnetventil | 4V210-08B | 3 |
|
| 20 | Gummi støtdemper | SE-15 (blå) | 3 |
|
| 21 | Plug-in relé | RXM4LB2BD | 1 |
|
| 22 | Relébase | RXZE1M4C | 1 |
|
| 23 | Stafett | RXT-F01 | 3 |
|
| 24 | Nærhetsbryter | IME08-02BPOZT0S | 1 |
|
| Ingen. | Punkt | Spesifikasjoner | Foreslått antall | U8 nummer |
| 1 | Hovedenhetsfilternett | 133272 | 1 |
|
| 2 | Halspakning | 127028 | 6 |
|
| 3 | Spraypistolfilternett | 126150 | 3 |
|
| 4 | AX dysemodul | 167400 | 6 |
|
| 5 | 24V magnetventil | 150236 | 6 |
|
| 6 | Dysepakning | 100368 | 12 |
|
| 7 | Stålrørspakning | 107332 | 6 |
|
| 8 | Rettvinklet munnstykke 0,5MM | 130897 | 4 |
|
| 9 | Nål | 500661 | 1 |
|
| 10 | Reparasjonssett for stempelpumpe | 112757 | 1 |
|
| 11 | AX dyse reparasjonssett | 167414 | 6 |
|
| 12 | Tilbakestrømsventilsett | 163008 | 1 |
|
Hot Tags: Automatisk bokslukkingsmaskin
Relatert kategori
Udrevet rullebaneserie
Hydraulisk løftebord av saksetype
Intelligente fabrikkmøbler produksjonslinje-serien
Intelligent Packaging Line Series
Serien med drevne båndtransportører
Intelligent fabrikkmøbler produksjonslinje serien enkelt maskin
Roller-serien
Dørløsning
Automatisk platerengjøringsmaskin
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.