- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Automatisk lasting og lossemaskin for plater anti-overholdsramme for plater for plater for plater
Når møbler er arbeidsstykker lastet i hele paller, på grunn av luftpermeabiliteten til materialet, passformen mellom arbeidsstykker,
Og vedheftet av lim i kantene, kan manipulatoren forårsake gjensidig vedheft når du griper arbeidsstykker:
Målet er å ta et lag med arbeidsstykker, men i virkeligheten kan det ta 3-4 lag på det meste.
Dette vil føre til en rekke negative påvirkninger og redusere påliteligheten til utstyrsdriften i stor grad.
Utstyret har høye krav til at platene skal lastes: jo lenger platene er plassert, jo strammere passform mellom platene,
og jo lettere er det å feste seg; Rensligheten til platene og gjenværende lim i kantene kan forverre den gjensidige vedheftet mellom platene.
Utstyrets operative pålitelighet er dårlig.
Problemer forårsaket av gjensidig vedheft mellom plater krever avstengning og manuell inngrep, og denne situasjonen skjer ofte.
Det er en høy sikkerhetsrisiko: hyppige avvik krever at personell kommer inn og forlater manipulatorens arbeidsområde, noe som utgjør en stor sikkerhetsrisiko.
Sugekopp -gripesyklusen er ikke fast: Høyden på bordet for å frigjøre plater er fast, men når du griper tak i
Platene blir grepet lag for lag fra hver pall, og høyden avtar gradvis, noe som stadig endres.
Derfor er det nødvendig å forske og utvikle en ny type koblet fôringsautomatiseringsutstyr for nøyaktig å mate platene som skal bores som svar på de ovennevnte problemene.
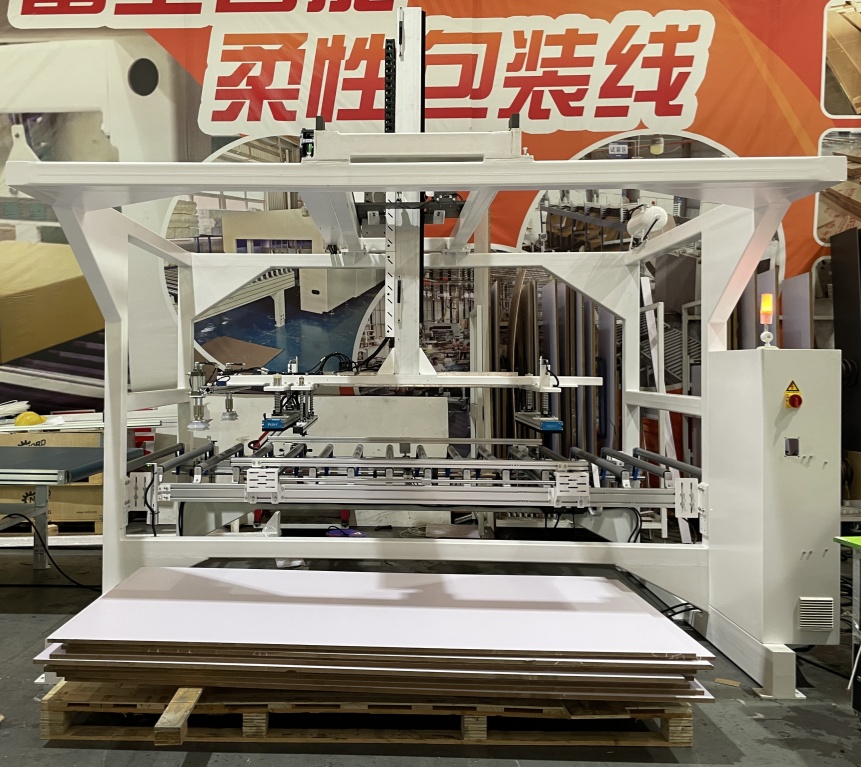

Arbeidsflyt av anti-vedheft ramme-type automatisk lasting og lossemaskin i trebasert panelproduksjonslinje
1. Lasting av forberedelser: Arbeidere plasserer hele paller med å bli behandlet trebaserte paneler på utstyrets fôringsstativ. Rackets løfteplattform justeres automatisk til den innledende takhøyden.
2.Posisjonering og griping: Gantry -manipulatoren driver takmekanismen for å bevege seg rett over panelene. Et industrikamera lokaliserer panelenes posisjon;
Sugekoppene går ned for å kontakte paneloverflaten, og anti-temodusmodulen aktiveres samtidig.
3. ANTI-FORHOLDE DETEKSJON: En spenningssensor oppdager belastningen. Etter å ha bekreftet at bare et enkelt lag med panelet blir grepet, festes fire små skiveformede sugekopper til den ene enden av panelet
og rist voldsomt opp og ned i noen sekunder for å sikre at eventuelle ekstra vedheftede paneler ristes av. Deretter beveger manipulatoren seg langs føringsskinnen til prosessutstyrets fôringsport.
4. Precise lossing: Når panelet er levert til den utpekte plasseringen av prosessutstyret, frigjør sugekoppene vakuumet for å fullføre lastingsprosessen. Samtidig,
Et annet sett med gripingsmekanismer tar synkront ut det bearbeidede panelet fra utstyret og overfører det til lossing av transportbåndlinjen.
5. Syklisk operasjon: Løftetplattformen til fôringsstativet stiger gradvis når gripen fortsetter for å holde gripende overflatehøyde stabil. Når alle paneler på pallen blir behandlet,
Utstyret utsteder en vesentlig endring.